Дом » Продукция » Промышленность » Медицинская литьевая форма, 8-полосная сталь S136, подводные ворота HRC48-52 для поперечного клапана и разъема, литье медицинского оборудования
loading
Медицинская литьевая форма, 8-полосная сталь S136, подводные ворота HRC48-52 для поперечного клапана и разъема, литье медицинского оборудования
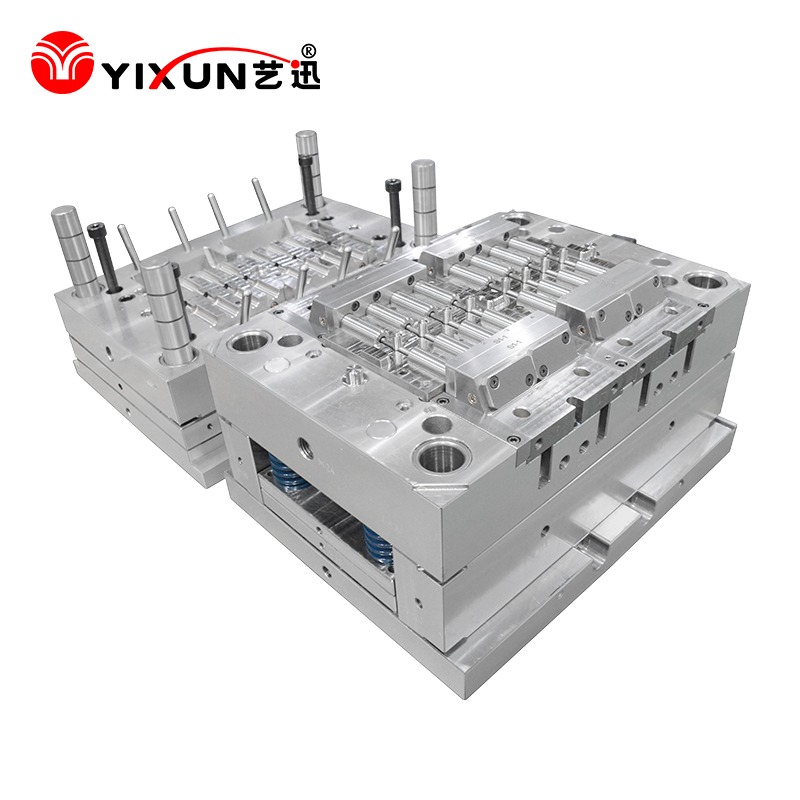
Прецизионная медицинская литьевая форма с 8 полостями из стали S136 (HRC48-52) для производства перекрестных клапанов и соединителей
Наша высокопроизводительная литьевая форма с полостью 1×8 имеет конструкцию подводных ворот и большую систему направляющих, специально разработанную для пластиковых компонентов медицинского назначения. Эта форма, изготовленная из специальной инструментальной стали S136, закаленной до HRC48-52, обеспечивает исключительную долговечность и точность для критически важных медицинских устройств.
- Конфигурация с 8 полостями и оптимизированным подводным затвором для чистого разделения деталей - Конструкция из инструментальной стали премиум-класса S136 с твердостью HRC48-52. - Предназначен для производства перекрестных клапанов и соединителей медицинского назначения. - Поддерживает полиэтилен и другие конструкционные пластмассы с помощью большой системы направляющих.
Инъекционное формование является обычно используемым методом пластиковой обработки, который широко используется в различных отраслях. Он работает путем инъекции расплавленного пластика в форму, так что он образует желаемую форму продукта после охлаждения. Процесс процесса литья под давлением включает в себя ключевые шаги, такие как подготовка плесени, пластическое плавление, литье под давлением, отверждение охлаждения и демонстрацию продукта. В этой статье будет представлен процесс процесса литья под давлением и ее ключевые шаги, чтобы помочь читателям лучше понять и применить эту технологию обработки.
Во -первых, подготовка плесени
Подготовка плесени является первым шагом в литье под давлением. На стадии подготовки формы необходимо выполнить следующую работу:
1. Проверка плесени: проверьте целостность, износ и повреждение формы, чтобы обеспечить обычно использование формы. Основно, полость пресс -формы - это лак, во влажной области, обычно полость пресс -формы легко ржаветь, поэтому необходимо проверить поверхность плесени, чтобы убедиться, что плесень находится в хорошем состоянии.
2. Установка пресс -формы : форму установлена на формовочной машине для подпредьем, а также регулируется и зафиксирована, чтобы обеспечить стабильность и точность формы. Подключите водопроводную трубу, если форма является горячим бегуном, также необходимо подключить контроллер Hot Runner Temreture, если форма нуждается в охлаждении холодной воды, необходимо подключить обработку холодной воды.
3 .
Во -вторых, пластик плавления
Пластиковое плавление является одним из ключевых этапов в литье под давлением. На этапе пластика пластинга необходимо выполнить следующую работу:
1. Пылание пластиковых частиц : пластиковые частицы автоматически или вручную помещают в порт подачи машины для формования впрыска. Оператор нуждается в смешивании цветовой или цветной мощности с пластиковой смолой перед подачей материала в ствол материала для инъекционной машины и некоторую пластиковую смолу, такую как нейлон, ABS, ПК и т. Д., И высушите материал в соответствующее время, прежде чем подавать Mateirla в машину.
2. Нагрев и плавление: машина для формования подпрыска нагревает пластиковые частицы до температуры плавления через систему нагрева и плавит пластиковые частицы в расплавленное состояние через вращение винта.
На этом этапе необходимо проверить данные о материалах, чтобы настроить правильное отопление.
3. Пластиковый контроль температуры: через систему контроля температуры машины для литья под давлением, точный контроль температуры расплавленного пластика проводится для удовлетворения требований продукта.
В -третьих, инъекционное формование
Инъекционное формование является одним из основных этапов литья под давлением. На стадии литья инъекции необходимо выполнить следующую работу:
1. Закрытие плесени: машина для литья под давлением закрывает плесень через гидравлическую систему, чтобы обеспечить плотность и стабильность плесени. На этом этапе техник должен быть знаком со структурой плесени для сложной структуры плесени, должен тщательно проверять перед закрытием плесени.
2. Пластическая инъекция : машина для формования впрыска поворачивается через винт, чтобы впредить расплавленный пластик в камеру формы.
3. Техническое обслуживание давления: после завершения литья под давлением поддерживает давление на инъекционной формованной машине, чтобы убедиться, что продукт полностью заполнен камерой плесени.
4. Охлаждающее отверстие: после завершения литья под давления пластик в форме охлаждается и отверждается через систему охлаждения, чтобы сформировать требуемую форму продукта. Чтобы обеспечить качество деталей, держите время охлаждения как можно более коротким, что делает конкурентную цену пластиковой литью.
В -четвертых, разделение продукта
Продукт DeMouling является одним из последних ключевых этапов в литье под давлением. На стадии демонстрации продукта необходимо выполнить следующую работу:
1. Открытие плесени: машина для формования под давлением открывает форму через гидравлическую систему, делая продукт из формы.
2. Продукт Demouling: Продукт удаляется из формы манипулятором или другим вспомогательным оборудованием машины для литья под давлением. Продукт Larage Volumm обычно использует манипулятор, поэтому в фазе разработки плесени необходимо рассмотреть конструкцию плесени для детали.
3. Проверьте и закончите: проверьте и завершите внешний вид продукта, чтобы обеспечить качество и целостность продукта. Важно, чтобы ему нужно было проверить первые 10 шот начальной продукции, и обычно первые 10 выстрелов не могут быть использованы, как только машина каждый раз останавливается. Потому что, как только машина остановится, смола пластикового сырья все еще в винте инъекционного оборудования, а материал будет легко сломаться из -за долгого высокого уровня.
5. Другие шаги процесса
В дополнение к вышеуказанным ключевым этапам, литья под давлением также может потребовать ряд других этапов процесса для удовлетворения конкретных требований продукта. Например, некоторые продукты могут потребовать последующего распыления, печати для трактовки, сборки и других процессов для достижения особого внешнего вида и функциональных требований.
Заключение:
Процесс процесса литья под давлением включает в себя ключевые шаги, такие как подготовка плесени, пластическое плавление, литье под давлением, отверждение охлаждения и демонстрацию продукта. На каждом этапе необходимы точная работа и управление для обеспечения качества и эффективности производства продукта. В качестве общего метода обработки пластиковой обработки, литье под давлением имеет преимущества низкой стоимости, высокой эффективности производства и стабильного качества продукции и широко используется в различных отраслях промышленности. Следовательно, имеет большое значение и ценность для понимания и освоения потока процесса литья под давлением и его ключевых этапов. Благодаря разумной работе и контролю эффективность и качество литья под давлением могут быть улучшены в соответствии с потребностями производства пластиковых продуктов в различных отраслях.
Квалифицированный специалист по пластиковой литью в инъекции играет важную роль в процессе производства пластика, сэкономить время и материал в корректировке параметров производства литья под давлением.
Обзор продукта
Как ведущий производитель и поставщик современного прецизионного инструмента, мы представляем эту узкоспециализированную медицинскую литьевую форму, предназначенную для строгого производства поперечных клапанов и соединителей. Этот инструмент, разработанный для обеспечения исключительной стабильности и сокращения времени цикла, является идеальным решением для крупносерийного производства компонентов здравоохранения.
Высокоэффективная конфигурация резонаторов 1*8 для максимальной производительности
Изготовлен из стали премиум-класса S136, закаленной до HRC 48-52.
Усовершенствованная конструкция ворот подводной лодки для автоматического извлечения из формы
Производство критически важных компонентов здравоохранения требует абсолютной точности, и эта специализированная медицинская литьевая форма разработана для изготовления безупречных поперечных клапанов и соединителей. Ощущение тяжелого и прочного основания из стали S136 сразу же демонстрирует долговечность промышленного уровня, предназначенную для того, чтобы выдерживать строгие требования непрерывных производственных циклов под высоким давлением. При установке на литьевую машину тщательно отполированные полости отражают свет до зеркального блеска. Это важнейшая характеристика, которая не только предотвращает появление ржавчины во влажных охлаждающих средах, но также обеспечивает безупречно гладкую и тактильную поверхность готовых пластиковых деталей, необходимую для медицинского применения.
Точное проектирование, лежащее в основе этой формы, обеспечивает бесперебойный технологический процесс: от начальной стадии плавления пластика, когда такие смолы, как нейлон, АБС или ПК, нагреваются до точных температур, до критических этапов впрыска и поддержания давления. Каждая деталь, включая ворота подводной лодки, спроектирована таким образом, чтобы расплавленный пластик равномерно заполнил полость камеры размером 1*8, устраняя концентрацию напряжений. Поскольку система охлаждения холодной водой быстро отверждает пластик, гидравлический механизм открывания формы работает плавно и бесшумно, позволяя манипуляторам извлекать идеально сформированные, первозданные медицинские разъемы. Этот инструмент — не просто форма; это комплексное решение, которое сводит к минимуму отходы материала, сокращает время цикла и гарантирует, что каждый компонент соответствует строгим стандартам гигиены и размеров, необходимым в секторе здравоохранения.
Спецификации продукта
Спецификация Пункт
Подробности
Название продукта
Медицинская литьевая форма для перекрестного клапана и разъема
Полость
8 полостей (1*8)
Пресс-форма из стали
S136 Сталь
Стальная твердость
СПЧ 48-52
Тип ворот
Подводные ворота
Система бегунов
Горячий бегун/Холодный бегун
Применимый пластиковый материал
Нейлон, АБС, ПК и т. д.
Поверхностная отделка
Полированный
Система охлаждения
Холодное водяное охлаждение
Приложение
Литье медицинского оборудования
Точность обработки
±0,002 мм
Ключевые особенности и особенности
Для достижения постоянного совершенства в производстве компонентов требуется инструмент, который объединяет передовые разработки с практическими преимуществами производства. Эта форма тщательно сконструирована для оптимизации каждого этапа процесса впрыска, что позволяет операторам поддерживать строгий контроль температуры и достигать быстрого времени отверждения при охлаждении. Сосредоточив внимание на важнейших этапах подготовки пресс-формы, плавки пластика и извлечения изделия из формы, это инструментальное решение позволяет вашему предприятию максимизировать производительность, сохраняя при этом бескомпромиссное качество.
Упрощенная подготовка пресс-формы: разработана для быстрой установки и точного выравнивания на машинах для литья под давлением, имеет интуитивно понятные соединения как для терморегуляторов, так и для машин, вырабатывающих холодную воду.
Оптимизированное плавление пластика: предназначено для работы с различными пластиковыми смолами и обеспечивает равномерное распределение тепла, когда материалы подаются из цилиндра и плавятся посредством вращения шнека.
Усовершенствованное поддержание давления: прочная структурная целостность позволяет точно поддерживать давление после впрыска, гарантируя, что каждая сложная деталь камеры формы будет полностью упакована.
Автоматическая зачистка продукта: Совместима с автоматическими манипуляторами для плавного удаления деталей, что сокращает необходимость ручной обработки и значительно снижает риск загрязнения.
Строгий контроль качества: создан для поддержки строгих первоначальных производственных проверок, что позволяет техническим специалистам легко изолировать и отбраковывать первые 10 выстрелов, чтобы гарантировать, что в цепочку поставок поступают только идеально стабилизированные компоненты.
Основной материал и срок службы инструмента
В основе любого высокопроизводительного производственного инструмента лежит его металлургический состав. Для изготовления сердечника и полости этой формы мы используем сталь премиум-класса S136, обеспечивающую исключительный баланс прочности, полируемости и коррозионной стойкости. Такой выбор материала напрямую приводит к увеличению срока службы, значительно сокращая частоту замены инструмента и время простоя при обслуживании.
Исключительная твердость: обработанная до HRC 48-52, сталь устойчива к износу и деформации даже при непрерывных циклах впрыска под высоким давлением.
Превосходная коррозионная стойкость: свойства стали S136 защищают полированные полости от ржавчины, что особенно критично во влажных зонах системы охлаждения.
Совместимость с чистыми помещениями. Чистая, легко очищаемая поверхность соответствует строгим гигиеническим стандартам, необходимым для производства медицинского оборудования.
Увеличение производительности: Разработано для надежного производства до одного миллиона выстрелов, обеспечивая весьма выгодную окупаемость инвестиций за счет долгосрочного и бесперебойного обслуживания.
Дизайн ворот и качество поверхности
Система ворот является решающим фактором, определяющим эстетическое и функциональное качество конечного продукта. Эта форма имеет высокооптимизированную конструкцию подводных ворот, которая разумно направляет поток расплавленного пластика в полости, обеспечивая при этом чистое автоматическое разделение при извлечении из формы. Это устраняет необходимость в дополнительных операциях по обрезке и гарантирует безупречную отделку каждого поперечного клапана и соединителя.
Автоматическое отделение ворот: подводные ворота автоматически срезаются во время открытия формы, что упрощает процесс извлечения и снижает трудозатраты.
Поверхности без дефектов: скрывая точку впрыска под линией разъема, конечные компоненты имеют гладкую, непрерывную внешнюю поверхность без неприглядных остатков ворот.
Снижение концентрации напряжений: рассчитанный путь потока сводит к минимуму напряжение сдвига на пластиковой смоле, предотвращая структурные недостатки в конечных медицинских компонентах.
Постоянная точность размеров: точный размер затвора обеспечивает равномерное заполнение патронника, в результате чего во всех полостях получаются одинаковые детали без коротких выстрелов или вспышек.
Расположение полостей и эффективность производства
Максимизация производительности без ущерба для точности — конечная цель крупномасштабного производства. Конфигурация полости 1*8 этой формы является свидетельством эффективного пространственного и теплового проектирования. Тщательно балансируя расстояния между направляющими и каналами охлаждения, мы гарантируем, что все восемь камер заполняются одновременно и охлаждаются равномерно, обеспечивая при этом умноженную производительность при каждом отдельном машинном цикле.
Производство больших объемов: производит восемь соединителей идеальной формы за цикл, что резко увеличивает ежедневную производительность и удовлетворяет растущий спрос на поставки.
Сбалансированная динамика потока: симметричная компоновка направляющих гарантирует, что расплавленный пластик достигает каждой полости при одинаковом давлении и температуре, исключая различия между деталями.
Оптимизированное время цикла: эффективная компоновка работает в тандеме с системой охлаждения, чтобы максимально сократить общее время цикла и максимально повысить загрузку машины.
Экономичное масштабирование: конструкция с несколькими полостями снижает себестоимость единицы продукции, обеспечивая значительное конкурентное преимущество на рынке медицинских расходных материалов в больших объемах.
Медицинский контроль качества и точность
В секторе здравоохранения отказ компонентов недопустим. Эта форма изготавливается с использованием современных обрабатывающих центров с ЧПУ и проволочной электроэрозионной обработки, что обеспечивает исключительный уровень точности. Мы внедряем строгий протокол контроля качества на протяжении всего процесса изготовления инструментов, гарантируя, что конечные пластиковые детали обеспечат абсолютную герметичность и идеальную совместимость с другими медицинскими устройствами.
Микропрецизионная обработка: допуски строго контролируются с точностью до ±0,002 мм, что гарантирует безупречную посадку и функционирование критически важных поперечных клапанов.
Комплексная проверка размеров: каждый критический размер пресс-формы проверяется с помощью передового метрологического оборудования еще до того, как она попадет в термопластавтомат.
Строгие протоколы запуска: конструкция поддерживает стандартные рабочие процедуры, при которых первые 10 выстрелов систематически выбрасываются, чтобы гарантировать, что в конечном продукте образуется только термостабилизированная смола.
Безупречные уплотнительные поверхности: зеркально полированные полости обеспечивают идеально гладкие сопрягаемые поверхности формованных разъемов, предотвращая любые утечки жидкости или воздуха в медицинских целях.
Охлаждение и контроль температуры
Эффективное управление температурным режимом является секретом достижения как быстрого времени цикла, так и получения стабильных по размерам деталей. Эта форма оснащена высокотехнологичной системой охлаждения холодной водой и точными соединениями с горячими литниками. Быстро отводя тепло от расплавленного пластика, система обеспечивает равномерное отверждение компонентов, предотвращая внутренние напряжения, которые приводят к деформации или усадке.
Быстрое рассеивание тепла: Стратегически расположенные каналы охлаждения окружают каждую полость, используя холодную воду, чтобы значительно сократить фазу отверждения при охлаждении в цикле впрыска.
Точная терморегуляция: совместимость с современными терморегуляторами для поддержания точного тепла, необходимого для горячеканальной системы, предотвращая деградацию материала.
Отверждение без деформации: равномерное охлаждение предотвращает дифференциальную усадку, гарантируя, что сложная геометрия поперечных клапанов остается полностью соответствующей конструкции.
Повышенная стабильность производства: надежная система управления температурным режимом позволяет машине для литья под давлением работать непрерывно с максимальной эффективностью без перегрева или колебаний качества деталей.
Совместимость материалов и адаптируемость процесса
Различные медицинские применения требуют определенных свойств полимера, и эта форма разработана для работы с разнообразными конструкционными пластиками. Независимо от того, обрабатываете ли вы нейлон, АБС-пластик, поликарбонат или другие специализированные смолы, этот инструмент обеспечивает необходимое технологическое окно для достижения оптимального плавления, впрыска и поддержания давления. Такая адаптивность позволяет техническим специалистам точно настраивать параметры и достигать наилучших результатов для любого материала.
Широкая совместимость со смолами: специально разработан с учетом уникальных характеристик текучести и скорости усадки нейлона, АБС-пластика, поликарбоната и других полимеров медицинского назначения.
Оптимизированные каналы потока. Размеры направляющих и литников рассчитаны таким образом, чтобы предотвратить деградацию при сдвиге при обработке термочувствительных или высоковязких материалов.
Стабильное поддержание давления: жесткая конструкция пресс-формы выдерживает высокое удерживающее давление, необходимое для упаковки сложных деталей и устранения вмятин.
Гибкость процесса: предоставляет специалистам по литью под давлением широкий рабочий диапазон, что упрощает регулировку температуры нагрева и времени охлаждения для улучшения конечного продукта.
Почему выбирают нас
Сотрудничество со специализированным производителем гарантирует, что вы получите больше, чем просто кусок закаленной стали; вы получаете комплексное производственное решение. Наш глубокий опыт в области рекомендаций по литью пластмасс под давлением позволяет нам разрабатывать инструменты, которые легко интегрируются в существующий технологический процесс. От тщательной подготовки пресс-формы до окончательной зачистки продукта, мы разрабатываем наши пресс-формы для повышения вашей операционной эффективности и качества продукции.
Глубокая отраслевая экспертиза: многолетний опыт разработки высокоточных инструментов специально для удовлетворения жестких требований секторов здравоохранения и медицинского оборудования.
Комплексная поддержка: мы понимаем весь технологический процесс, от подачи и плавления пластиковых частиц до отверждения при охлаждении, гарантируя безупречную работу наших форм на каждом этапе.
Бескомпромиссная гарантия качества: каждая форма перед отправкой проходит тщательную проверку и тестирование на целостность, износостойкость и безупречную полировку полости.
Проектирование, ориентированное на технических специалистов: мы проектируем наши формы с учетом потребностей оператора, что упрощает установку формы, подключение водопроводных труб и интеграцию манипулятора для захвата деталей.
Приверженность эффективности: наши решения разработаны таким образом, чтобы сократить время охлаждения и снизить потери материала, что напрямую способствует созданию высококонкурентной производственной среды.
Часто задаваемые вопросы (FAQ)
Вопрос 1: Как сталь S136 повышает производительность этой медицинской литьевой формы?
S136 — это нержавеющая инструментальная сталь премиум-класса, известная своей исключительной полируемостью и устойчивостью к коррозии. Закаляя его до HRC 48-52, мы гарантируем, что полости формы сохранят зеркальную поверхность и точность размеров в течение миллионов циклов, даже при воздействии влаги в системах охлаждения с холодной водой. Это напрямую приводит к меньшему техническому обслуживанию и увеличению срока службы инструмента.
Вопрос 2: Каковы основные преимущества конструкции подводных ворот для этих разъемов?
Подводный затвор автоматически отделяет формованную деталь от направляющей системы на этапе открытия формы. Это устраняет необходимость ручной обрезки, снижает трудозатраты и обеспечивает чистую, без дефектов поверхность в критических зонах уплотнения медицинских поперечных клапанов, что жизненно важно для предотвращения загрязнения и обеспечения идеальной посадки.
Вопрос 3: Как расположение полостей 1*8 влияет на общий процесс литья под давлением?
Конструкция с 8 полостями экспоненциально увеличивает производительность. Мы тщательно балансируем систему направляющих, чтобы расплавленный пластик достигал каждой полости с одинаковым давлением и температурой, гарантируя одновременное отверждение всех восьми деталей с одинаковыми размерными свойствами. Это максимизирует эффективность машины и снижает себестоимость единицы продукции.
Вопрос 4: Может ли эта форма использоваться для различных типов пластмасс медицинского назначения?
Да, пресс-форма спроектирована с высокой технологической адаптируемостью. Он идеально подходит для обработки различных смол, включая нейлон, АБС и ПК. Прочная конструкция позволяет техническим специалистам точно контролировать параметры нагрева, плавления и поддержания давления в соответствии с конкретными данными материала выбранной смолы, обеспечивая оптимальную текучесть и отверждение.
Вопрос 5: Какие шаги предпринимаются для обеспечения соответствия формы строгим допускам, необходимым для медицинских устройств?
Мы используем передовые станки с ЧПУ и электроэрозионную обработку для достижения точности обработки ±0,002 мм. Кроме того, мы подчеркиваем строгие протоколы запуска, советуя техническим специалистам тщательно проверять и выбрасывать первые 10 выстрелов после любой остановки машины. Это гарантирует, что в окончательных медицинских сборках используются только детали, изготовленные из идеально стабилизированного расплавленного пластика, не подверженного высокотемпературному разрушению.
Yixun-это производитель плесени первого поколения в Китае, специализирующийся на плесени и формовании, предоставляет универсальную пластиковую услугу по производству пластикового производства, в создании медицинских и медицинских устройств.